複数の押出機から異なる色・材質の樹脂を同時に一つの金型へ。
共押出技術で、デザイン性と機能性を一体化します。
単色成形は1種類の樹脂で断面をつくる基本工法、複色成形は異なる色・材質を同時に一体化する共押出技術です。
デコラインでは、単色の安定量産から、硬質+軟質・2色・3色の複色成形まで一貫対応します。後工程の組立や接着を減らしながら、意匠性と機能性を1本の形材にまとめられるのが特長です。
PVC、ABS、PP、PC、PE、PMMA、ASAなど15種類以上に対応。まずは断面精度と量産安定性を重視する基本工法です。

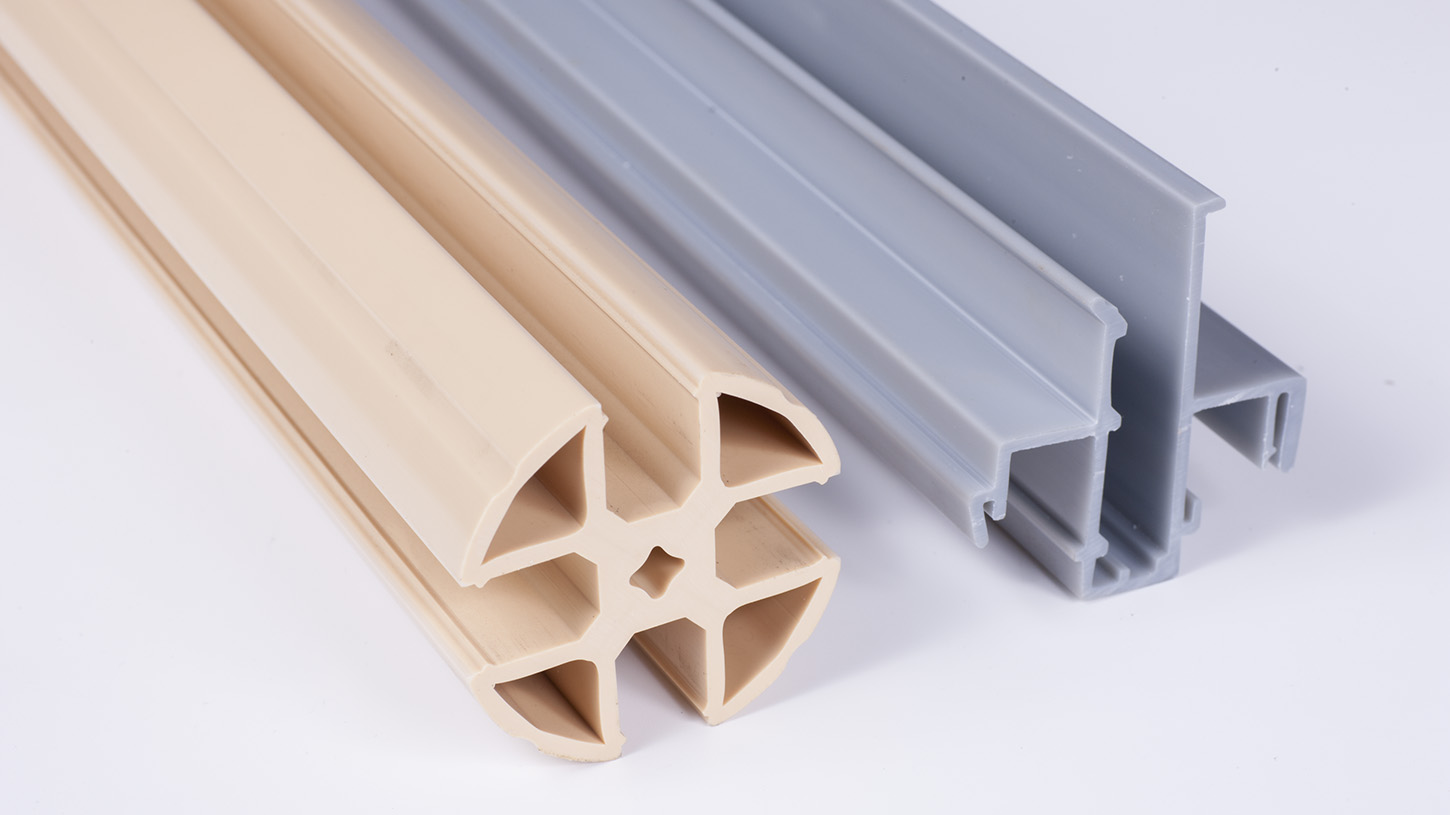
2台以上の押出機から樹脂を同時供給し、硬質本体+軟質シールなどを一体成形。後工程の組立や接着を減らせます。
色分けや役割分担を1本の形材に集約できるため、意匠部・機能部・シール部を同時に成立させられます。
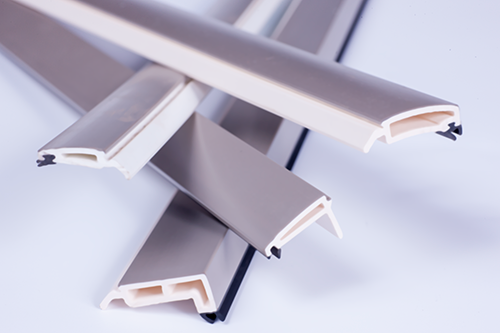
複数部品を一度の成形で完成。組立・接着工程が不要になり、部品管理コストや副資材費も大幅に削減します。
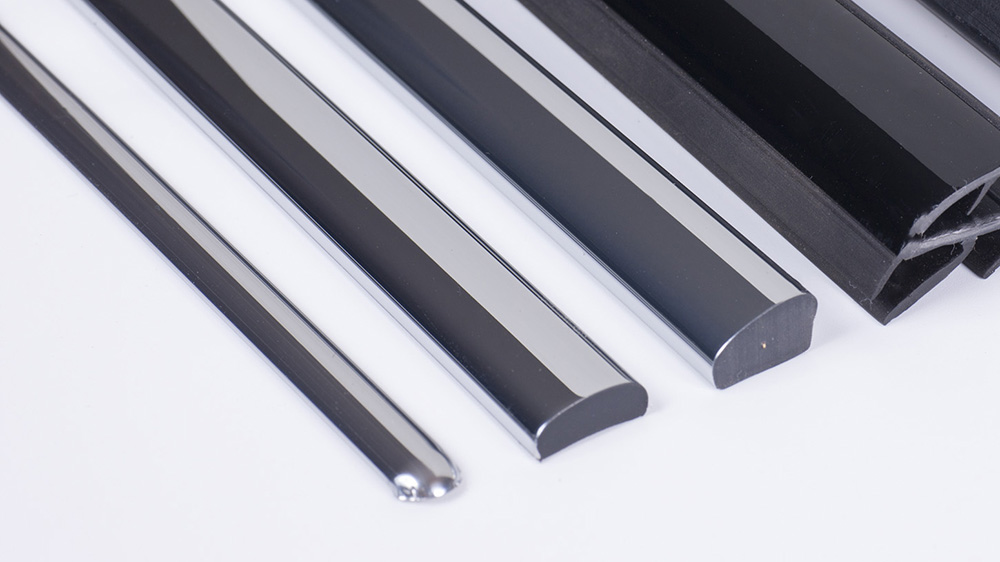
異なる色・質感をシームレスに組み合わせ可能。硬軟のコントラストや色の切り替えなど、塗装では困難な意匠を成形段階で実現します。
硬質樹脂の構造強度と軟質エラストマーのシール性・グリップ性を一つの製品に統合。単一材料では不可能な機能の組み合わせを実現します。
溶融状態で材料同士が融合するため、接着剤と比較して格段に強固。剥離リスクが極めて低く、長期使用でも安定した接合を維持します。
連続プロセスにより、同一断面の製品を高い再現性で量産。後組立で生じる作業者ごとのバラつきがなく、安定品質を維持します。
| 比較項目 | 複色一体成形(共押出) | 後工程組立・接着 |
|---|---|---|
| 接合強度 | 溶融融合により極めて高い | 接着剤の性能に依存 |
| 剥離リスク | 極めて低い | 経年劣化・温度変化で発生 |
| 工程数 | 1工程(押出のみ) | 成形+接着+養生で3工程以上 |
| 部品管理 | 完成品1点のみ | 基材+被覆材+接着剤を個別管理 |
| 品質安定性 | 機械制御で均一 | 作業者の技量に左右される |
| コスト(量産時) | 低い(工程集約効果) | 高い(人件費・副資材費) |
| 基材(硬質側) | 被覆材(軟質側) | 用途例 | 特性・メリット |
|---|---|---|---|
| 硬質PVC | 軟質PVC | 窓枠シール・ドア枠ガスケット | 同種材で高密着。耐候性も良好 |
| ABS | TPE(熱可塑性エラストマー) | グリップ部品・工具ハンドル | 硬い本体にソフトタッチ面を一体化 |
| PP | TPO(オレフィン系エラストマー) | 自動車ウェザーストリップ | 同系材で高密着。耐候性と柔軟性を両立 |
| AES | 軟質PVC | 自動車外装トリム・モール | AESの耐候性にPVCのシール性を付加 |
| PC(ポリカーボネート) | TPE | 電子機器カバー・保護ケース | 透明性を活かし衝撃吸収縁を一体成形 |
| 硬質PVC | TPE(着色) | 装飾モール・ディスプレイフレーム | 塗装なしで色分けデザインを実現 |
| ASA | ABS | 屋外設備カバー・外装パネル枠 | ASA耐候層でABSを保護。コストと耐久性を両立 |
| PMMA(アクリル) | ABS | 照明カバー・看板フレーム | アクリルの光沢・透明性とABSの強度を融合 |
| PP | EPDM(ゴム系) | 建築用ガスケット・配管シール | PPの剛性にEPDMの高シール性を組み合わせ |
| 硬質PVC(着色A) | 硬質PVC(着色B) | サイン・表示部品・デザインモール | 同一材質・異色で意匠性を重視 |
※上記は代表例です。使用環境・要求性能に応じて最適な材料をご提案いたします。
各押出機に異なる樹脂ペレットを投入し、材料ごとに最適な温度で均一に溶融・可塑化します。
各押出機からの溶融樹脂が、金型内部の独立した流路を通って合流ポイントで融合。流路設計により材料境界の位置と形状を精密に制御します。
一体化された製品を冷却水槽で形状固定しながら冷却し、一定速度で引き取り、所定の長さに切断します。
薄膜被覆にも対応できる高精度成形技術
粘度・流量・温度を整え、偏肉のない均一な被覆を目指します。
相溶性を見極め、接着層なしでも密着しやすい材料ペアをご提案します。
被膜厚0.3mmの実現には、複数の技術課題を同時にクリアする必要があります。
基材と被覆材の粘度バランスを最適化し、偏肉のない均一な薄膜被覆を実現します。
被覆材が基材全面に均等に行き渡るよう、金型内の流路を高精度に設計・加工しています。
各押出機の温度・回転数・供給条件を安定化させ、押出圧力の変動を抑えることで被膜厚のバラつきを最小化しています。
創業以来蓄積した材料知見により、接着層なしで直接密着できる最適な材料ペアをご提案します。
複色成形では、色の再現性だけでなく境界のシャープさとロット間の安定性が重要です。
デコラインでは、樹脂への練り込み着色を基本とし、塗装とは異なり剥がれや色落ちのない色表現に対応します。色そのものだけでなく、どこで色を切り替えるかまで製品断面に合わせて設計します。
分光測色計による色差管理を行い、ロット間の色ブレをできるだけ小さく抑えます。
異なる色の樹脂を隣接配置し、塗装や印刷では難しいシャープな色境界を断面形状と一致させて表現できます。
製品断面を拡大観察し、各材料層の厚さ・位置・境界面の状態が設計公差内であることを検証します。
剥離試験で基材と被覆材の接合強度を定量評価。高い剥離強度を安定的に確保しています。
使用材料はメーカーの検査表・規格データを確認し、要求物性や指定材質に適合していることを管理します。
投影機・マイクロメーター等で製品外形寸法と各材料層の寸法を測定し、図面公差への適合を検証します。
分光測色計による色差管理で、ロット間・製品間の色バラつきを数値管理します。
材料境界のズレ・滲み、表面の傷・異物などを目視・拡大検査で確認。全数または抜取検査を実施します。
外装:ウィンドウモール、ドアベルトモール、ルーフモール、バンパーモール
内装:ピラートリム、グラスラン、ウェザーストリップ
硬質部で取付剛性を確保し、軟質部でシール性・クッション性を発揮します。
窓枠:硬質PVCフレームに軟質ガスケットを一体成形し気密・水密性を確保
ドア枠:枠材と戸当たりゴムを一体化し施工時の部品取付が不要に
カーテンレールカバー:レール部と装飾カバーの一体成形
筐体シール:カバーにガスケットを一体成形し防塵・防水性を確保
ケーブル保護:硬質ガイド部と軟質クランプ部の一体化
操作パネル枠:剛性フレームにソフトタッチ縁を配置
工具ハンドル:硬質芯材にTPEグリップ層を一体成形
キッチン用品:剛性本体にソフトグリップを配置
文具・事務用品:硬質フレームに着色エラストマーを組み合わせ
サインフレーム:異色PVCで塗装不要の色分けフレーム
店舗什器枠:アクリル透明部とABS構造部を一体化
LED照明カバー:光拡散層と構造層を一工程で成形
配線ダクトカバー:硬質PVCダクトにTPEヒンジ部を一体成形
搬送ガイド:摺動性の硬質部と緩衝用軟質部を一体化
保護カバー:耐衝撃PC本体にクッションTPEを配置
| 項目 | 仕様 |
|---|---|
| 同時成形色数 | 最大3色(3材質) |
| 最小被膜厚 | 0.3mm |
| 硬質部硬度範囲 | Shore D 40~80 |
| 軟質部硬度範囲 | Shore A 30~90 |
| 対応材質 | PVC(硬質/軟質)、ABS、AES、ASA、PP、PE、PC、PMMA、TPE、TPO、EPDM 他 |
| カラーマッチング | RAL、マンセル、日塗工、Pantone、DIC、現物合わせ |
| 最大製品幅 | お問い合わせください(形状により異なります) |
| 供給形態 | 定尺切断、コイル巻き、指定長さ切断 |
単色・複色成形と組み合わせて検討しやすい関連技術・加工です。
材料選定・色合わせから金型設計・量産まで一貫対応。
まずはお気軽にご相談ください。